九州製鋼佐賀工場
九州製鋼佐賀工場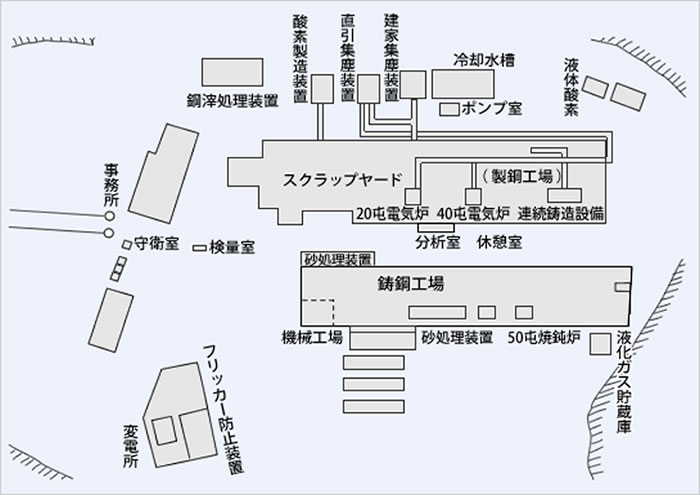 佐賀工場配置図
佐賀工場配置図【電気炉製鋼とは】
当社の電気炉(アーク式)はその名の通り、電気の熱を利用して鋼を製造する炉です。 九州製鋼福岡工場
九州製鋼福岡工場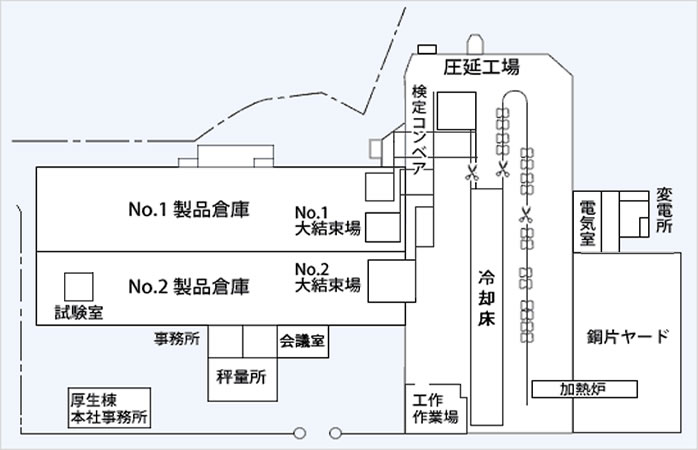 福岡工場配置図
福岡工場配置図【圧延とは】
圧延加工は、回転する複数の円柱状ロールの間に、棒状の材料(加熱した鋼片(ビレット))を通し、その厚さ又は断面積を減らすと同時に断面積を目的の形状(鉄筋コンクリート用棒鋼(異形棒鋼))に成形する加工法です。
鉄スクラップ搬入
鉄スクラップを品質別に配合し、電気炉に入れます。

溶解精錬
鉄スクラップを電気炉で溶かし、さらに精錬され成分調整後出鋼されます。


化学分析
化学分析により、溶鋼成分を確認します。

鋳 込
単円弧型連鋳機で鋳込し、良質の鋼片(ビレット)を造ります。

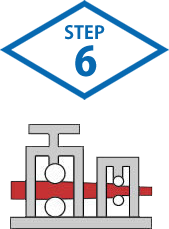
加 熱
鋼片(ビレット)を、加熱炉で均一に再加熱します。

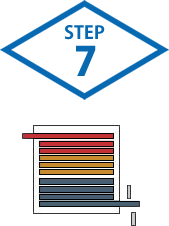
圧 延
大小の圧延ロールの穴型を通り鍛えられ、いろいろなサイズの棒鋼を造ります。

冷 却
真直な長い製品を冷却し、いろいろな長さに切断します。

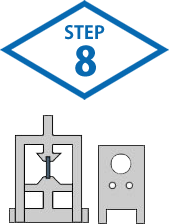
検 査
できた製品は形状、機械試験などの検査をし、社内倉庫に入れます。

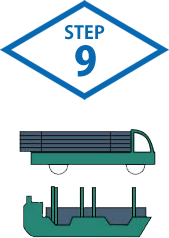
荷 姿
本数検査、荷姿をチェックし、ユーザーへ出荷されます。







■化学成分
| JIS記号 | C(%) | Si(%) | Mn(%) | P(%) | S(%) | 炭素当量 Ceq(%) |
|---|---|---|---|---|---|---|
| SD 295 | ≦0.27 | ≦0.55 | ≦1.50 | ≦0.050 | ≦0.050 | - |
| SD 345 | ≦0.27 | ≦0.55 | ≦1.60 | ≦0.040 | ≦0.040 | ≦0.60 |
| SD 390 | ≦0.29 | ≦0.55 | ≦1.80 | ≦0.040 | ≦0.040 | ≦0.65 |
■機械的性質
| 種類の 記 号 |
引張試験 | 曲げ試験 | |||||
|---|---|---|---|---|---|---|---|
| 降伏点 (N/mm²) |
引張強さ (N/mm²) |
降伏比 (%) |
試験片 | 伸び % |
曲げ角度 | 内側半径 | |
| SD 295 | 295以上 | 440~600 | - | 2号に準じるもの | 16以上 | 180° | ≦D16 公称直径の1.5倍 |
| 14A号に準じるもの | 17以上 | >D16 公称直径の2倍 |
|||||
| SD 345 | 345~440 | 490以上 | 80以下 | 2号に準じるもの | 18以上 | 180° | ≦D16 公称直径の1.5倍 |
| 14A号に準じるもの | 19以上 | >D16 公称直径の2倍 |
|||||
| SD 390 | 390~510 | 560以上 | 80以下 | 2号に準じるもの | 16以上 | 180° | 公称直径の2.5倍 |
| 14A号に準じるもの | 17以上 | ||||||
(JIS G 3112)
| 呼び名 | 単位 質量 |
公称 直径 |
公称 断面図 |
公称 周長 |
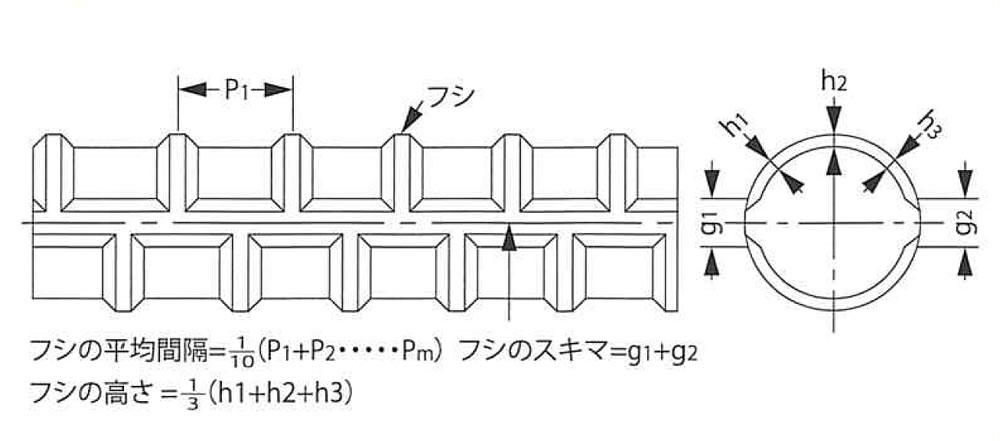
フシの許容限度 | |||
| フシの 平均間隔の最大値 |
フシの高さ | フシのスキマの和の最大値 | ||||||
| 最小値 | 最大値 | |||||||
| JIS | kg/m | mm | mm² | mm | mm | mm | mm | mm |
| D10 | 0.560 | 9.53 | 71.33 | 29.9 | 6.7 | 0.4 | 0.8 | 7.5 |
| D13 | 0.995 | 12.7 | 126.7 | 39.9 | 8.9 | 0.5 | 1.0 | 10.0 |
■結束時の本数 B=bundle(小束数)
| 長さ(m) | 径又は呼び名 | D10 | D13 | ||||
|---|---|---|---|---|---|---|---|
| 結束 | 小結束 | 大結束 | 小結束 | 大結束 | |||
| 3.5~6.0 | 60本 | 10B | 600本 | 40本 | 10B | 400本 | |
| 6.5~8.0 | 60本 | 10B | 600本 | 40本 | 8B | 320本 | |
| 8.5~12.0 | 60本 | 5B | 300本 | 40本 | 5B | 200本 | |